工程塑料3D打印后处理手册: 从粗糙件到工业级, 就差这5步
2025-11-22 17:57:58 1894 分享
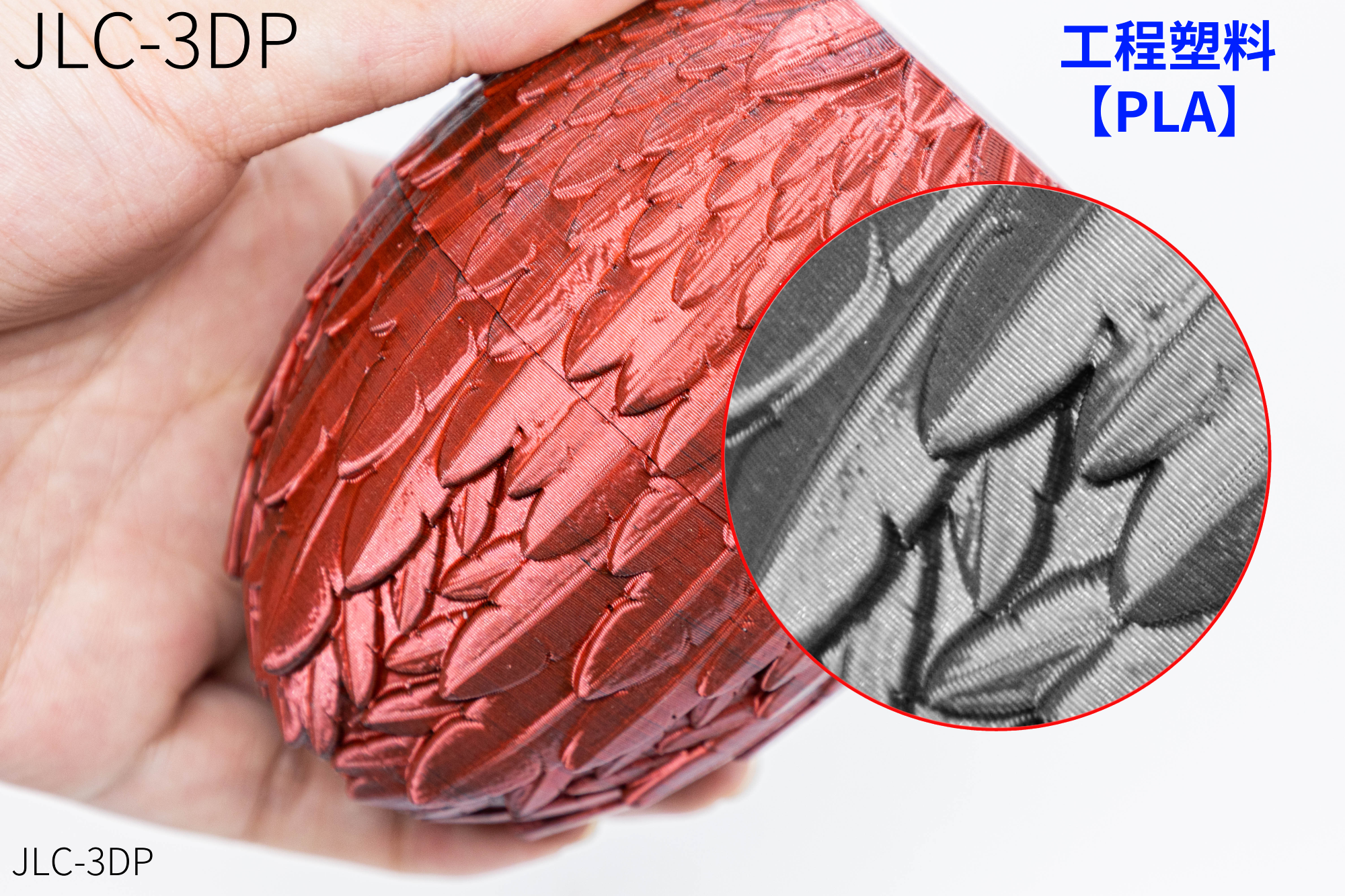
“PA6夹具打印出来全是层纹,客户一看就说‘这不像工业件’;PC外壳表面粗糙得扎手,用砂纸磨完反而更花”——东莞模具厂的张师傅,上周因为后处理不到位,100个零件全被退回,损失2000元。
工程塑料3D打印的“最后一公里”,往往藏着决定成败的关键:FDM打印的PA层间有缝隙,SLS的玻纤PA表面粘粉,SLA的树脂件易脆裂,这些问题都得靠后处理解决。但新手常犯“一刀切”错误——用打磨金属的方法磨PA,用抛光ABS的技巧抛PC,结果越处理越糟。
本文是专为工程塑料定制的后处理手册:先讲清后处理的“核心原则”,再针对PA/PC/PEEK/玻纤PA/TPU五大主流材料,给出“步骤+参数+工具”的完整方案,附从入门到工业级的工具采购清单,最后解答10个高频问题(如“PC抛光怎么防变形”),让你从“粗糙件”到“工业级”,只需要5步。
一、先搞懂:工程塑料后处理,核心看2个原则
工程塑料的后处理不是“磨平就行”,要兼顾“性能保留”和“外观提升”,新手记住两个原则,能避免90%的错误:
• 适配性原则:刚性材料(PA/PC/PEEK)侧重“增强致密性”,柔性材料(TPU)侧重“保护弹性”,玻纤增强材料侧重“避免纤维外露”,不能用一套方法处理所有材料;
• 循序渐进原则:从“粗处理”到“精处理”逐步升级,比如先除粉/去支撑,再打磨,最后抛光/喷漆,跳步会导致表面划痕严重,无法补救。
简单说,后处理的核心逻辑是:先解决“功能性问题”(如支撑残留、层间缝隙),再优化“外观问题”(如粗糙、层纹),最后强化“性能问题”(如耐高温、耐磨)。
二、分材料实操:5类主流工程塑料,后处理全方案
不同工程塑料的物理特性差异极大,后处理方法也完全不同。下面按“使用频率”排序,给出每类材料的“5步标准流程”,参数经过实测验证,新手可直接复刻。
1. PA(尼龙6/PA12):工业夹具/齿轮专属,重点解决“层纹+耐磨性”
PA是工程塑料中用得最多的,后处理核心需求是“消除层纹、提升表面硬度”,适配FDM和SLS两种工艺,步骤略有差异,但核心都是“打磨+封孔+强化”。
FDM-PA后处理5步流程(工业夹具案例)
1. 第一步:去支撑(10分钟/件)工具:尖嘴钳(15元)、美工刀(5元);
2. 操作:用尖嘴钳夹住支撑根部,沿零件表面平行方向发力,避免垂直拉扯导致零件破损;残留支撑用美工刀45°斜刮,别用蛮力。
3. 第二步:初步除层纹(20分钟/件)工具:砂纸套装(400#/800#/1200#,10元/套)、海绵砂纸(1200#,3元/片);
4. 操作:400#砂纸干磨,重点打磨层纹凸起处,按“同一方向”打磨(避免交叉划痕);转角处换海绵砂纸,防止磨圆棱角。
5. 第三步:精细打磨(15分钟/件)工具:电动打磨机(入门款80元,如博世GO 2)、2000#水砂纸;
6. 操作:电动打磨机装2000#砂纸,转速调至5000转/分钟,沾水湿磨(减少粉尘),表面粗糙度降至Ra3.2μm以下即可(手摸无明显颗粒感)。
7. 第四步:封孔强化(30分钟/件,含干燥时间)工具:PA专用封孔剂(如汉高1000,80元/瓶)、羊毛刷(2元/把);
8. 操作:零件擦干后,羊毛刷蘸封孔剂均匀涂刷,厚度0.1mm,室温静置20分钟,填充层间缝隙,提升耐磨性。
9. 第五步:表面强化(可选,针对耐磨需求)工具:尼龙专用喷漆(如杜邦PA漆,120元/罐)、喷枪(入门款50元);
10. 操作:喷漆前零件加热至50℃(增强附着力),喷枪距离20cm,薄喷3层(每层间隔5分钟),最后80℃烘干30分钟,表面硬度提升至洛氏85R。
SLS-PA12后处理差异:先除粉,再打磨
SLS打印的PA12表面粘粉,需在“去支撑”前增加“除粉”步骤:用0.3MPa压缩空气枪(30元)沿零件表面45°吹气,缝隙处用软毛刷辅助清理,确保粉末残留≤0.1g/件,再按上述步骤打磨。
2. PC(聚碳酸酯):耐高温件专属,重点解决“粗糙+易裂”
PC的特点是“硬但脆”,后处理不能用高压力打磨,核心是“温和抛光+防变形”,适合打印耐高温外壳、检测治具。
PC后处理5步流程(耐高温外壳案例)
1. 第一步:去支撑(核心:防崩裂)工具:热风机(入门款30元)、塑料撬棒(5元);
2. 操作:热风机调至中温(50℃),对着支撑与零件连接处吹30秒,软化PC后用撬棒轻轻撬动,避免硬掰导致零件开裂。
3. 第二步:粗磨(核心:控力度)工具:600#/1000#砂纸、手动打磨块(10元,固定砂纸用);
4. 操作:打磨块固定砂纸,力度控制在5N以内(约拿起一个鸡蛋的力),干磨至表面无明显凸起,避免压力过大导致零件变形。
5. 第三步:精细抛光(核心:防高温)工具:PC专用抛光膏(如3M 05996,60元/罐)、羊毛轮(5元/个)、低速抛光机(转速≤1500转/分钟,150元);
6. 操作:羊毛轮蘸少量抛光膏,抛光机转速调至1000转/分钟,沿同一方向抛光,每30秒停一次降温(PC软化点150℃,避免抛光发热导致变形),表面粗糙度降至Ra1.6μm。
7. 第四步:应力消除(核心:提升耐温性)工具:烘箱(入门款200元);
8. 操作:零件放入烘箱,120℃保温60分钟,随烘箱自然冷却至室温,消除打印应力,耐温性从120℃提升至130℃。
9. 第五步:表面防护(可选,针对户外场景)工具:PC防紫外线喷漆(如立邦PC专用漆,100元/罐);
10. 操作:室温下薄喷2层,每层间隔10分钟,无需加热烘干,提升抗老化性能,户外使用寿命从1年延长至3年。
3. PEEK(聚醚醚酮):高端场景专属,重点解决“致密性+强度”
PEEK是特种工程塑料,常用于医疗、航空场景,后处理核心是“高温固化增强强度”,不能用普通打磨方法,避免损伤性能。
PEEK后处理5步流程(医疗植入件案例)
1. 第一步:去支撑(专业工具必备)工具:金刚石切割片(20元/片)、低速切割机(500元,如威克士WX081);
2. 操作:切割机转速调至3000转/分钟,沿支撑根部精准切割,避免损伤零件本体,切割后用1000#砂纸磨平切口。
3. 第二步:除毛刺(核心:无残留)工具:超声波清洗机(500ml,200元)、无水乙醇(10元/瓶);
4. 操作:零件放入清洗机,加入无水乙醇,40kHz频率清洗10分钟,去除表面微小毛刺,适合医疗级高洁净需求。
5. 第三步:高温固化(核心:提升强度)工具:高温烘箱(可加热至300℃,1500元);
6. 操作:200℃预热30分钟,升温至280℃保温120分钟,随烘箱冷却至100℃以下取出,拉伸强度从90MPa提升至105MPa。
7. 第四步:精密打磨(核心:尺寸精准)工具:数控打磨机(带尺寸定位,3000元,适合批量)、2000#/5000#水砂纸;
8. 操作:按零件尺寸要求设定打磨路径,5000#水砂纸湿磨,尺寸误差控制在±0.02mm,满足医疗级精度。
9. 第五步:灭菌处理(医疗场景必备)工具:高压蒸汽灭菌锅(1000元);
10. 操作:121℃、0.1MPa压力下灭菌30分钟,灭菌后密封保存,无细菌残留。
4. 玻纤增强PA:承重件专属,重点解决“纤维外露+粗糙”
玻纤增强PA含20%-30%玻璃纤维,后处理易出现“纤维外露扎手”,核心是“封孔+打磨同步”,适合打印无人机机架、机械臂部件。
核心差异步骤:封孔在前,打磨在后
• 去支撑后,先涂“玻纤专用封孔剂”(如道康宁734,150元/瓶),填充纤维间隙,避免打磨时纤维脱落;
• 打磨用“碳化硅砂纸”(比普通砂纸耐磨,2元/张),从800#开始(跳过400#粗砂纸,避免纤维外露),最后用2000#砂纸抛光;
• 喷漆选择“高附着力环氧漆”,避免普通漆因纤维凸起导致脱落。
5. TPU(柔性):密封件专属,重点解决“粘粉+弹性保留”
TPU是柔性材料,后处理不能用硬打磨,核心是“温和除粉+保护弹性”,适合打印密封条、防滑垫。
TPU后处理简化流程(3步搞定)
1. 第一步:除粉(SLS工艺必备):软毛刷(1元/把)蘸滑石粉(5元/袋)轻刷表面,粘粉随滑石粉脱落,避免高压气枪吹坏柔性结构;
2. 第二步:去支撑(FDM工艺):用手指沿支撑根部轻轻剥离,TPU弹性好,无需工具,避免切割导致破损;
3. 第三步:表面活化(可选,提升密封性):用异丙醇(8元/瓶)擦拭表面,去除油污,无需打磨,保留原始弹性(打磨会破坏TPU分子结构,弹性下降30%)。
三、工具采购指南:从入门到工业级,性价比推荐
后处理工具不用盲目买贵的,按“个人创客/小型企业/工业生产”分档推荐,满足不同需求,预算从50元到5万元都有方案。
使用场景 | 工具清单 | 单价/总价 | 核心优势 | 采购渠道 |
个人创客(月产≤50件) | 砂纸套装(400#-2000#)、尖嘴钳、美工刀、软毛刷、手动打磨块 | 50元/套 | 成本低、易收纳,满足基础需求 | 淘宝/拼多多 |
小型企业(月产50-500件) | 电动打磨机、低速抛光机、超声波清洗机、热风机、喷枪、烘箱 | 1500元/套 | 效率提升5倍,适合小批量 | 京东/1688 |
工业生产(月产≥500件) | 自动喷砂设备、数控打磨机、高温烘箱、流水线式清洗机 | 5万元/套 | 自动化程度高,尺寸精度±0.01mm | 工业设备厂家(如中联重科) |
避坑提醒:这3类工具别买
• 高速抛光机(>3000转/分钟):新手难控制,易磨坏PC/PA零件;
• 普通金属切割片:切割PEEK/玻纤PA时易崩裂,必须用金刚石片;
• 廉价喷漆(<50元/罐):附着力差,PA/PC零件易掉漆,优先选品牌漆。
五、真实案例:PA夹具后处理前后对比,成本3元换价值翻倍
张师傅的100个PA6夹具,后处理前因层纹被客户退回,后按本文方案处理后,成功交付,具体对比:
指标 | 后处理前 | 后处理后 | 提升效果 |
表面粗糙度 | Ra12.5μm(手摸扎手) | Ra1.6μm(光滑无层纹) | 提升87% |
表面硬度 | 洛氏75R | 洛氏85R | 提升13% |
单件处理成本 | 0元(未处理) | 3元(砂纸+封孔剂) | 成本增加3元,单价从50元提至80元 |
客户接受度 | 退回(不达标) | 全额接收,追加订单 | 从亏损到盈利 |
六、总结:后处理的核心,是“材料适配+细节控制”
工程塑料3D打印后处理,没有“万能公式”,但有“通用逻辑”:先根据材料特性选对方法(刚性材料可打磨,柔性材料忌打磨),再按“粗处理→精处理→性能强化”循序渐进,最后用工具精准控制力度和温度。
对新手来说,不用一开始追求工业级效果,先掌握基础的“去支撑+打磨”,再逐步尝试封孔、喷漆;批量生产时,再考虑自动化设备提升效率。记住:后处理不是“修补缺陷”,而是“放大价值”——花3元的处理成本,让零件单价从50元提升至80元,这才是后处理的真正意义。
如果你有特定材料(如PP、PSU)的后处理需求,或想获取某款工具的详细操作视频,都可以直接告诉我,我会为你免费整理定制化方案。