
“我们车间用FDM打印PC材质的设备零件,打印完看着挺好,一装就开裂,换了三家服务商都没解决;有人说换SLS技术就行,可成本会不会涨一倍?”江苏无锡一家自动化设备小厂的张老板最近愁眉不展。
在工程塑料3D打印领域,这样的困惑太常见了。很多中小企业想靠3D打印降本增效,却栽在“技术选型”这第一步——材料和工艺不匹配,要么零件性能不达标,要么成本失控,白忙一场。
目前工程塑料3D打印的主流技术,当属熔融沉积成型(FDM)和选择性激光烧结(SLS)。前者是入门级“性价比之王”,后者是高性能“复杂件专家”。本文就用最通俗的语言拆解两者的核心差异,搭配材料适配清单、真实案例和避坑指南,帮你一次性搞懂“该选谁”。
先搞懂基础:FDM和SLS,到底是怎么“造”零件的?
3D打印的核心逻辑都是“层层叠加”,但FDM和SLS的“叠加方式”天差地别,这直接决定了它们的性能边界和适用场景。
FDM:像挤牙膏一样“堆”出零件
FDM(熔融沉积成型)是最贴近大众认知的3D打印技术,原理类似我们小时候玩的热熔胶枪:将工程塑料制成丝状(简称“耗材”),送进高温喷头后融化成液态,喷头沿着预设路径移动,将塑料液精准“挤”在工作台上,一层凝固后再叠一层,最终堆成完整零件。
这种技术的优势很直观:设备结构简单,耗材成本低,操作门槛不高,就像家里的打印机一样,接通电源、导入模型就能用。但缺点也很明显:打印过程中需要支撑结构(否则悬空部分会下垂),后期要手动拆除支撑,容易损伤零件表面;而且层与层之间是“黏合”而非“融合”,受力时容易从层间开裂。
SLS:用激光“烤”出零件,不用支撑更自由
SLS(选择性激光烧结)的原理更“高级”:把工程塑料制成极细的粉末,平铺在密闭的打印舱内,用高能量激光按模型截面形状,将粉末“烤”成固态;一层烧结完,工作台下降一层厚度,再铺新粉末继续烧结,直到零件成型。
由于粉末本身就是“支撑”,SLS打印不需要额外做支撑结构,这就意味着它能打印极度复杂的零件——比如内部有镂空、交错结构的零件,FDM根本无法实现,SLS却能轻松搞定。而且激光烧结能让塑料粉末充分融合,零件的致密度高,强度、韧性都比FDM零件更优秀。不过它的设备和耗材成本都比FDM高,打印舱需要保持惰性气体环境,操作和维护也更专业。
核心对比:FDM与SLS,差的不只是成本
很多人选技术只看“贵不贵”,但实际上,材料适配、精度、强度等因素,直接决定了零件能不能用。下面这张表格,把两者的核心差异讲得明明白白,建议收藏备用。
对比维度 | FDM(熔融沉积成型) | SLS(选择性激光烧结) |
核心原理 | 丝状材料熔融后逐层沉积 | 粉末材料经激光烧结逐层成型 |
适配工程塑料 | ABS、PC、PLA+、PETG等易成型材料(熔点适中、流动性好) | PA6、PA66、PEEK、PP等高性能材料(耐高温、高强度) |
精度范围 | ±0.1mm(受层高、材料影响,大尺寸零件精度会下降) | ±0.05mm(精度更稳定,小尺寸复杂零件优势明显) |
表面质量 | 层纹明显,需后期打磨处理,拆除支撑后有痕迹 | 表面呈磨砂质感,无支撑痕迹,无需复杂后处理 |
力学性能 | 层间结合力较弱,沿打印方向易开裂,抗冲击性一般 | 致密度高,各方向力学性能均匀,抗冲击、耐疲劳性好 |
支撑需求 | 有悬空结构则需支撑,后期需拆除 | 无支撑,粉末作为天然支撑 |
成本水平 | 设备(1-10万元)、耗材(50-200元/公斤),综合成本低 | 设备(50-200万元)、耗材(200-800元/公斤),综合成本高 |
适用零件类型 | 结构简单的外壳、支架、手板模型、低负载结构件 | 复杂结构件、高强度受力件、耐高温零件、小批量功能件 |
材料适配是关键:别让“选错料”毁了工艺
技术和材料的匹配,就像钥匙和锁——FDM再便宜,用它打印PEEK肯定失败;SLS再强,打印PLA反而浪费成本。下面分技术拆解最常用的工程塑料适配场景,帮你避开“材料坑”。
FDM:认准“易成型”,别碰“高熔点”
FDM的喷头温度和打印舱温度有限,太耐高温的材料融化不了,流动性差的材料容易堵喷头。目前最成熟的适配材料有三种:
• ABS(丙烯腈-丁二烯-苯乙烯共聚物):性价比之王,强度高、耐冲击,适合打印设备外壳、机械支架。缺点是打印时会释放少量气味,需要通风。案例:浙江宁波某小家电厂,用FDM打印ABS材质的咖啡机外壳样品,单套成本80元,比开模注塑(开模费5万元)降低了90%的前期投入,小批量试产时直接用打印件组装,快速验证市场反馈。
• PC(聚碳酸酯):耐高温、透光性好,适合打印灯罩、仪器外壳。但PC收缩率高,FDM打印时容易因层间应力开裂,需要严格控制打印温度和速度。避坑点:打印PC零件时,一定要选带加热平台和密闭打印舱的FDM设备,否则零件大概率开裂。
• PETG(聚对苯二甲酸乙二醇酯-1,4-环己烷二甲醇酯):韧性好、不易断,打印难度低,适合新手入门,可用于打印卡扣、包装盒等。
SLS:主攻“高性能”,复杂件首选
SLS的激光烧结技术,能充分发挥高性能工程塑料的优势,尤其适合打印FDM搞不定的复杂件和受力件,核心适配材料包括:
• PA12(聚酰胺12,俗称尼龙12):SLS最常用的材料,强度高、耐磨损、重量轻,适合打印齿轮、轴承、汽车零部件。案例:广东东莞某汽车配件厂,为新能源汽车打印PA12材质的电机外壳,外壳内部有复杂的散热流道,FDM无法打印,SLS一次成型,零件重量比传统压铸件轻30%,耐冲击强度提升25%,小批量生产(500套)的总成本比压铸低20%。
• PEEK(聚醚醚酮):“塑料中的黄金”,耐高温(长期使用温度260℃)、耐化学腐蚀,适合打印航空航天、医疗领域的零件。比如某医疗器械公司用SLS打印PEEK材质的手术器械手柄,能承受高温消毒,精度达±0.03mm,满足医疗级要求。
• PP(聚丙烯):耐化学腐蚀、韧性好,适合打印化工设备配件、管道接头。SLS打印的PP零件,性能接近注塑件,而FDM打印PP容易出现层间结合差的问题。
真实案例:中小企业怎么靠“选对技术”降本增效?
空谈理论不如看实际效果,下面两个案例,分别是FDM和SLS的典型应用场景,看看不同需求下该怎么选。
案例1:FDM打印ABS设备外壳,成本比注塑低40%
山东济南某自动化设备小厂,需要生产一批100套的设备外壳,材质要求ABS,尺寸为50cm×30cm×20cm,结构简单,无复杂镂空。
最初考虑注塑成型:开模费需要8万元,注塑单套成本120元,100套总成本为8万+1.2万=9.2万元,而且开模周期需要20天,无法满足客户的紧急订单需求。
最终选择FDM技术:设备使用国产入门级FDM打印机(单价3万元),ABS耗材成本80元/公斤,每套外壳耗材用量1.5公斤,单套材料成本120元,加上人工和电费,单套总成本180元。100套总成本为1.8万元,比注塑低了40%(9.2万vs1.8万),而且打印周期仅3天,顺利交付订单。
关键决策点:小批量(100套)、结构简单、成本敏感,FDM的低前期投入优势被最大化。如果产量超过1000套,注塑的成本优势会显现,这时就需要切换工艺。
案例2:SLS打印PA12复杂齿轮,解决FDM开裂难题
上海某机器人公司,需要打印一批机器人关节齿轮,材质要求高强度、耐磨损,齿轮直径5cm,内部有交错的齿槽结构,精度要求±0.05mm。
最初尝试FDM打印PC材质齿轮:打印时需要大量支撑,拆除支撑后齿轮齿面有损伤,装配时发现齿轮转动卡顿;而且PC齿轮的层间结合力差,测试时转动1000次就出现层间开裂,无法使用。
更换为SLS打印PA12材质齿轮:无需支撑,齿轮齿面光滑,精度达±0.04mm,装配后转动顺畅;PA12的强度和耐磨性远超PC,经过10万次转动测试无损伤,满足使用要求。虽然单套成本从FDM的50元涨到了150元,但解决了产品失效问题,避免了返工损失。
关键决策点:复杂结构、高精度、高强度需求,SLS的技术优势能直接解决产品性能问题,这时“性价比”不再是单纯看单价,而是看“能否满足使用需求”。
决策工具:3步搞定技术选型,再也不用纠结
看完上面的内容,可能还是有人不知道该怎么选。别担心,下面这个“技术选型流程图”,输入三个核心参数,就能快速锁定最优方案。
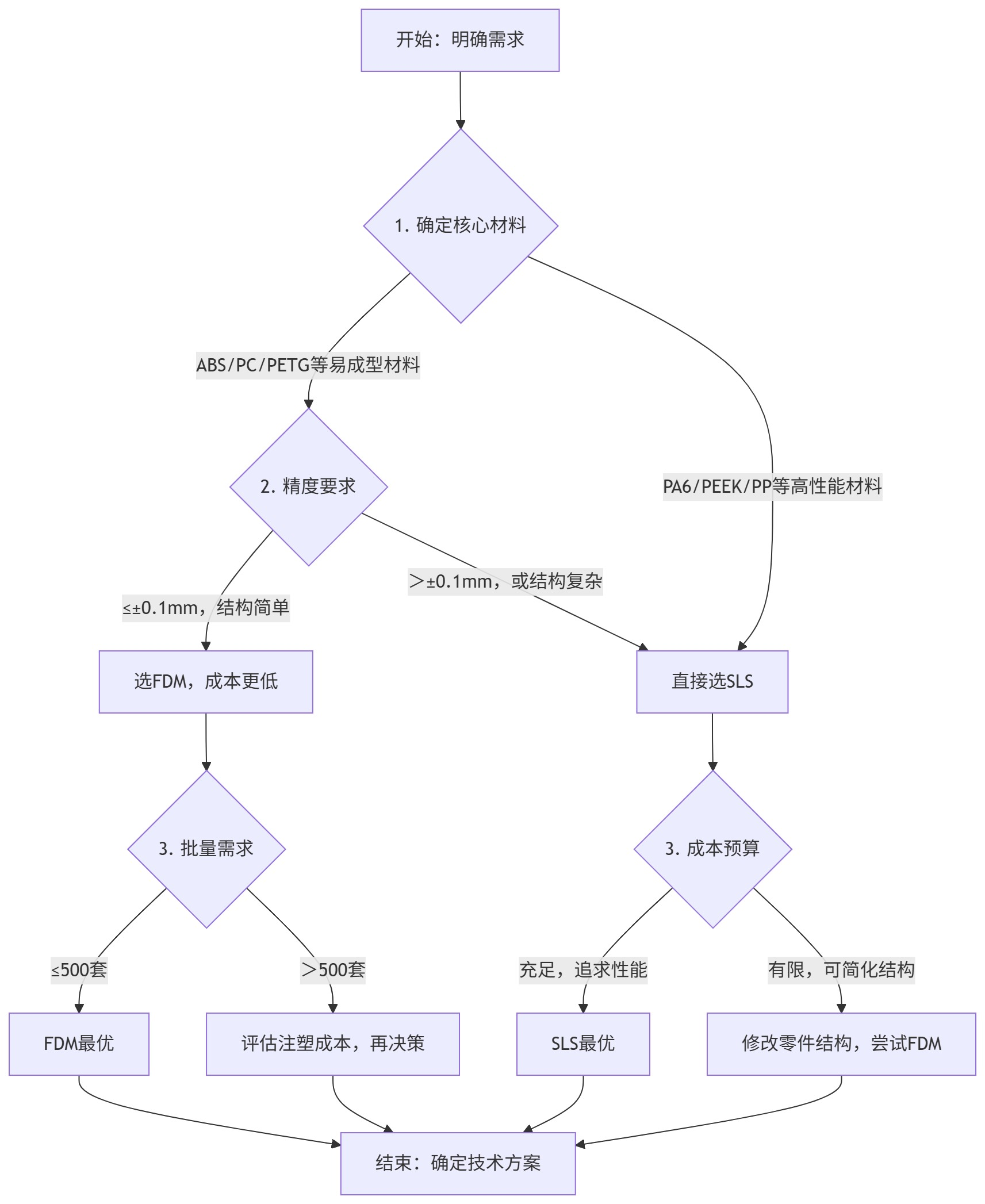
举个例子:如果你的需求是“打印100套ABS材质的设备外壳,精度要求±0.2mm”,按照流程图:1. 材料是ABS→2. 精度≤±0.1mm(实际需求更低),结构简单→3. 批量≤500套,直接选FDM即可。
如果需求是“打印50套PA6材质的复杂齿轮,精度要求±0.05mm”,则:1. 材料是PA6→直接选SLS,无需考虑其他因素。